- +7 (499) 113-70-33
- Серпухов, 1-я Московская улица, 44
- info@robteh.ru
- Официальный интегратор
Лазерная сварка роботом

Роботизированная лазерная сварка является одним из наиболее технически совершенных видов сварки.
Её применение охватывает широкий спектр отраслей промышленности - от аэрокосмической до ювелирной.
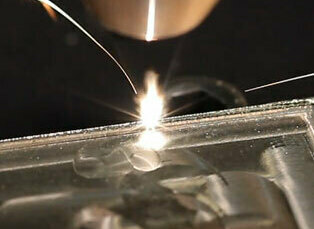
Лазерная сварка использует высококонцентрированный луч света на очень маленькой площади, так что область под лазерным лучом поглощает свет и становится высокоэнергичной. Поскольку используются мощные лазерные лучи, электроны в этой области возбуждаются до такой степени, что материал плавится в результате разрыва атомных связей. Лазерная сварка может быть использована в том числе для соединения пластмасс и иных полимеров.
Соединение материалов происходит за счет плавления в области шва. Удивительно, как свет может быть достаточно мощным, чтобы в течение миллисекунд плавить и соединять металлы. Для того чтобы достигнуть такого эффекта, необходим мощный лазерный источник. Волоконные лазерные источники IPG наиболее распространены в лазерной сварки и резки металлов.
Применение технологического газа при лазерной сварке
Если вы изучали лазерную сварку, то могли бы заметить, что постоянный спутник лазерного сопла, это сопло подающее газ, который называется технологическим газом или режущим газом. В основном это поток газа, который чаще всего представляет собой CO2, который также направляется к месту сварки с целью предотвращения контакта поверхности сварки с атмосферой, создавая защитную среду.
Преимущества лазерной сварки роботом перед другими технологиями
Все больше производителей предпочитают использовать лазерную сварку вместо традиционных технологий. Сохранение конкурентоспособности сегодня требует снижения затрат, повышения эффективности и воспроизводимого качества деталей, которое не может быть достигнуто традиционными методами, опирающимися на все более дефицитных высококвалифицированных мастеров. Благодаря беспрецедентному отсутствию технического обслуживания, высокой надежности и низкой стоимости волоконных лазеров IPG лазерные сварочные системы стали предпочтительным сварочным решением для обрабатывающей промышленности.
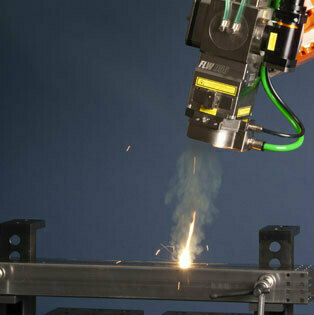
Лазерная сварка роботом Yaskawa
Обработка видео...

Сварка волоконным лазером не использует расходуемые электроды, требует меньше подготовки кромки работает до 5 раз быстрее чем газовая дуговая сварка металлическим электродом. Волоконные лазеры также обеспечивают большую точность и меньшую тепловую отдачу.
Волоконные лазеры работают в 10 раз быстрее чем дуговая сварка в среде защитных газов TIG (защитный газ Вольфрам) с более высокой точностью, меньшим тепловыделением и более легко автоматизируются.

Волоконные лазеры обеспечивают более высокую точность, являются более быстрыми и имеют меньшую тепловую отдачу в бесконтактном процессе чем плазменная дуговая сварка. Лазерная вихревая сварка столь же эффективна на несоосных деталях и не требует ежедневного обслуживания технологической головки.

По сравнению с контактной и точечной сваркой, волоконным лазерам нужен только односторонний доступ, они гораздо быстрее и производят более прочные сварные швы. Волоконные лазеры не требуют электродов и исключают затраты и время.
Лазеры обеспечивают бесконтактные, высокоскоростные решения для сварки металлов для передовых производств в бесчисленных отраслях промышленности. С помощью волоконных лазеров IPG лазерная сварка стала высоконадежным, легко автоматизируемым процессом, обеспечивающим высочайшее качество деталей, как правило, при самых низких затратах на обработку и практически не требующим технического обслуживания.
Скорость сварки волоконным лазером подобна электронному лучу, но поскольку лазеры не требуют переноса деталей через вакуумную камеру, время лазерного цикла значительно короче.
Технология лазерной сварки роботом
Классическая
Гибридная
Микросварка и пайка
Клещевая
Удаленная
Роллерная
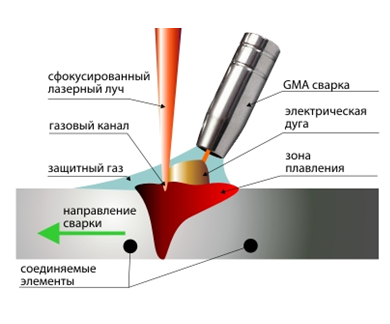
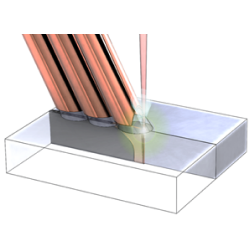
Гибридная лазерная сварка
• Снижаются требования к кромкам соединяемых элементов;
• Присадочный материал позволяет легировать сварной шов;
• Глубокое проплавление – сварка за один проход толщины до 20мм;
• Высокая стабильность сварочного процесса;
• Высокая производительность;
• Высокая скорость сварки;
• Малая деформация и большая глубина проплава;
• Гибридная сварка позволяет в несколько раз уменьшить количество циклов сварки, по сравнению с традиционными методами сварки;
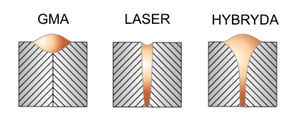
Сварной шов по технологиям: Дуговая, Лазерная и Гибридная сварка
Варианты гибридизации:
- Лазер + дуга (MAG, TIG, тандем, TWIN);
- Лазер + плазма;
- Лазер + световое пятно;
- Лазер + лазер (dual, split);
Лазерные источники IPG для сварки
От милливативных до >100-киловаттных, от УФ до среднего ИК диапазона - непрерывные и импульсные лазеры IPG созданы для широкого ряда промышленных, медицинских, научных, телекоммуникационных, медиа и других применений. IPG IRE-POLUS предлагают волоконные лазеры непрерывного и квазинепрерывного излучения, импульсные волоконные лазеры с длительностью импульса от фемто- до микросекунд, диодные лазеры с высокой мощностью и плотностью излучения, а так же гибридные лазеры среднего ИК диапазона.


Laser welding - concept animation
Обработка видео...
Концепт автоматизированной орбитальной лазерной сварки
Обычно лазерный луч подается на лазерную сварочную головку с помощью оптических волокон. Существуют одномодные волоконные сварочные аппараты и много модные сварочные аппараты. В многомодовых сварочных аппаратах каждый волоконный модуль подключается к лазерному источнику тем самым усиливая его. Чтобы сконцентрировать Луч в точке, прежде чем он покинет источник, часто используется коллиматорная линза в сочетании с фокусирующей линзой.
Четыре основных сварных соединения для которых можно использовать лазерную сварку:
- Стыковой шов;
- Заливной шов;
- Сварка внахлестку;
- Сварка кромки фланца.
Основные роботы YASKAWA для лазерной сварки




Получить коммерческое предложение по лазерной роботизированной сварки
Лазерная сварка роботом различных типов металла:
- Нержавеющая сталь;
- Титановых сплавов;
- Алюминиевых сплавов;
- Цветных сплавов - медь, латунь, бронза;
- Низкоуглеродистая сталь;
и т.д.
Информацию по лазерной сварки других металлов запрашивайте у технологов ООО Робототехника по телефону +7 (499) 113 70 33 или по e-mail: info@robteh.ru